
Navigation :
Lexique :
Le gâteau : C'est le terme employé pour désigner les dresches. (...)
L'hydrolyse : C'est un procédé chimique qui a pour effet de couper les liaisons entre les acides aminés (...)
La maische : C'est le mélange primaire de l'eau et du malt concassé (...)
Le moût : C'est la phase qui suit la maische (...)
Le pH : Le pH ou potentiel hydrogène détermine la basicité ou acidité d'une solution (...)
Les protéines : Ce sont des macromolécules. Elles sont constituées d'acides aminés liés les uns aux autres (...)
Le tanin : C'est une substance d'origine organique, qui réduit la qualité de la bière (...)
Les transformations chimiques
exécutées lors du brassage
Compte-rendu de l'expérience associée
Le malt :
Le malt est obtenu par un procédé appelé « maltage », il peut être de couleur différente en fonction de sa torréfaction. Le malt d'orge très utilisé par les brasseurs, est placé dans des conditions (humidité et température) propices à la germination et au développement du grain. Le but étant de produire certaines enzymes (comme les amylases dont nous reparlerons) qui vont permettre la saccharification.

quelques grains d'orge – source : assuredukmalt.com
Le maltage se compose de trois étapes :
![]() le trempage : on laisse tremper l'orge pendant une dizaine d'heures.
le trempage : on laisse tremper l'orge pendant une dizaine d'heures.
![]() la germination : on place l'orge en milieu spécial pour le laisser germer. Des radicelles se forment et il y a production d'enzymes. (Cette étape dure une cinquantaine d'heures).
la germination : on place l'orge en milieu spécial pour le laisser germer. Des radicelles se forment et il y a production d'enzymes. (Cette étape dure une cinquantaine d'heures).
![]() le touraillage : étape déterminante car les brasseries imposent aux malteries des cahiers des charges très complets et détaillés pour cette étape qui va déterminer la couleur et le taux d'humidité du malt ainsi que sa caramélisation.
le touraillage : étape déterminante car les brasseries imposent aux malteries des cahiers des charges très complets et détaillés pour cette étape qui va déterminer la couleur et le taux d'humidité du malt ainsi que sa caramélisation.
Le touraillage est composé de deux étapes :
Durant ce touraillage on chauffe le « malt vert » à une température de 40°C pendant une trentaine d'heures. Puis, on porte le «coup de feux» c'est lui qui va vraiment déterminer le malt obtenu (couleur, caramélisation...) car on porte le malt à une température de 100 à 110°C.
Le brassage :
Le but du brassage est de partir d’un mélange de céréales maltées. Les protéines du malt se transforment en acides aminés mélangés à de l'eau («la maische») pour obtenir les précieux sucres (notamment du glucose) qui, par la suite, nous donneront l’alcool et le gaz carbonique présents dans le produit fini.
Pour cela le brasseur doit suivre un processus de fabrication très précis suivant des paliers de températures déterminés au dixième de degré près et des durées à la minute près, ce sont ces paliers qui vont faire travailler certaines enzymes au détriment d'autres.

une salle de brassage
Tout d'abord l'eau du brassage doit être selectionnée avec soin. En effet l'eau est un solvant, elle dissout les protéines et les sucres : les proportions des principaux sels minéraux contenus dans l'eau (sodium, calcium, chlorure, bicarbonate, sulfate, magnésium...) seront des facteurs à prendre en compte pour la fabrication car ils peuvent avoir des conséquences non négligeables sur le goût en bouche après fabrication.

le choix de l'eau a lui aussi son importance
Le pH de l'eau a une influence sur l'efficacité des enzymes, comme nous allons le découvrir par la suite. De cette façon, l'eau (qui constitue 90% de la bière à l'état final) est selectionnée avec grand soin par les brasseries. Elle doit répondre à des normes très strictes définies par un cahier des charges. Le deuxième ingrédient principal, le malt, est aussi sélectionné et proportionné de manière précise. Il est choisi en fonction de sa torréfaction. A sa réception à la brasserie, il est concassé dans le but de réduire l'endosperme (tissu végétal de réserves nutritives dans la graine) afin de permettre aux enzymes d'agir sur l'amidon, pour prélever un maximum d'extrait.

en cours de brassage...
Dans une première phase appelée «empâtage» le brasseur va chauffer son mélange de malt et d’eau (la maische). Dès ce moment la maische devient « le moût ». Cette montée en température va être gérée par le brasseur dans le but de favoriser l'émission de certains types de sucres tels que les maltoses, fructoses, dextroses, et le glucose mais aussi pour transformer les protéines en acides aminés (casser la chaine d'acides aminés qui forme la protéine).
La céréale contenue dans le moût a été broyée et donc libère sa farine, elle contient l'amidon, les protéines mais aussi toutes les enzymes. Celles-ci aussitôt placées dans des conditions de travail favorables vont se réactiver et vont dégrader l'amidon et produire des acides aminés à partir de protéines.
Dans un premier temps la température du moût est maintenue à 45-50°C pour transformer les protéines du malt en peptides (acides aminés). Ce premier palier est le palier proteolytique : les protéines contenues dans le moût donnent des acides aminés. La chaine peptidique est « brisée » et les différents acides aminés qui la composent libérés.
Pourquoi une montée de la température ?
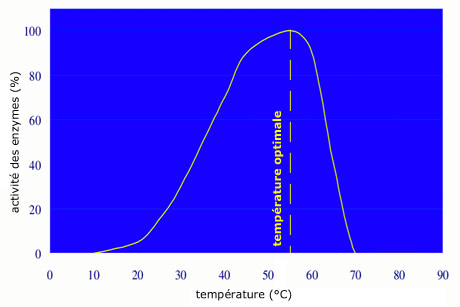
évolution de l'activité des enzymes en fonction de la température
La température est spécifique à l'action de certaines enzymes, mais elle est aussi élevée pour optimiser leur efficacité. Pour des températures trop faibles (ici inférieures à 10°C), l'enzyme ne catalyse pas l'amidon. Pour des températures trop fortes (supérieures à 70°C), l'enzyme est dénaturée de manière irréversible. Le brasseur recherche donc toujours les températures optimales pour optimiser son «tôt d'extraction».
Quel est l'intérêt du pH ?
Le pH est à surveiller de très près, il peut avoir de grosses répercussions sur l'activité des enzymes.
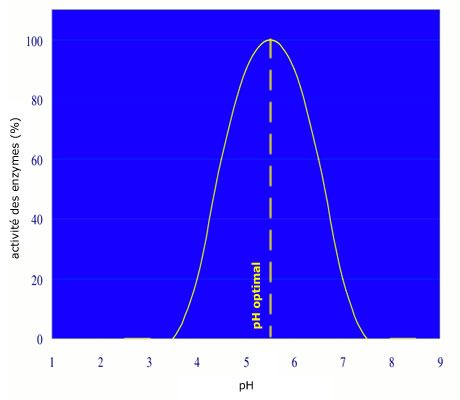
évolution de l'activité des enzymes en fonction du ph
Pour un pH trop faible (inférieur à 3) ou pour un PH trop élevé (supérieur à 8), l'enzyme n'agit plus. Là encore, le brasseur va rechercher le pH optimal de manière à optimiser sont taux d'extraction, mais aussi pour ne pas endommager les enzymes. En effet, le pH modifie la charge ionique des acides aminés de la protéine. Ces modifications touchent ensuite la structure spatiale de l'enzyme, ce qui peut entrainer une perte des capacités de cette dernière.
Remarque : les modifications les plus néfastes sont celles touchant au site actif de l'enzyme (lieu de reconnaissance du substrat).
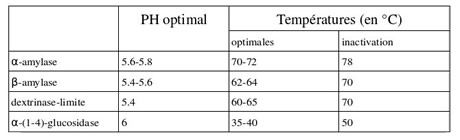
pH et température ; leurs effets sur les enzymes
C'est ensuite au brasseur de jouer sur les températures pour faire travailler les enzymes qu'il souhaite (sans oublier de prendre en compte la légère acidité qui doit être présente dans l'eau, afin de faciliter l'action des enzymes et d'empêcher l'enveloppe du malt de libérer trop de tanin).
Les réactions chimiques et enzymatiques
Les températures sont aussi gérées en fonction d'autres enzymes : les amylases (a et b). Ces amylases sont des catalyseurs biologiques qui vont simplifier la molécule très complexe de l’amidon, elles vont être un outil précieux pour le brasseur. L'amidon va, par hydrolyse, se dégrader en plusieurs sucres qui sont : le fructose, le maltose et comme vous allez le découvrir, le glucose. L'hydrolyse est un principe de chimie faisant intervenir les ions H+ et OH-, provenant de la dissociation de l'eau, pour rompre les liaisons, et par conséquent «découper» la molécule. Cet amidon va donner par hydrolyse des dextrines. Ces dextrines sont des «morceaux» de la molécule d’amidon. Elle va encore se simplifier pour donner le glucose (c’est ainsi que l’on peut dire que l’amidon est un polymère du glucose). Ces réactions ont lieu en quelques heures de brassage... Une fois que le brasseur a extrait de ce mélange ce qu'il voulait, il porte le moût à ébullition.
l'évolution des sucres
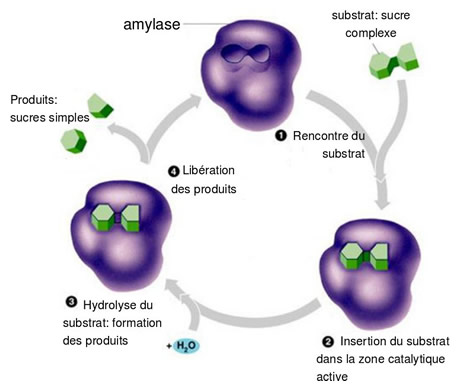
Les enzymes ont le même substrat, néanmoins elles permettent d'obtenir des produits différents. Ce sont les spécificités de l'enzyme (spécificité de substrat, d'action...). Au fur et à mesure de l'avancement du brassage, l'amidon disparaît, simplifié par les enzymes en sucres simples. On voit ainsi apparaître des molécules de glucose, maltose, maltotriose, dextrines...
Animation, la simplification de l'amidon :
Cette montée en température a pour but de dénaturer les enzymes ainsi que de stériliser le moût pour éviter toute infection.
Ebullition, houblon et arômes
Mais le brassage est aussi une étape déterminante pour le goût de notre future bière. C'est l'étape où l'on insert le fameux "humulus lupulus", le houblon. Ce houblon est la base de l'amertume de la bière, il délivre aussi des saveurs qui sont propres à chaque espèce (Saaz, Hallertau, Golding, Cascade...).

une culture de houblon – source : fr.wikipedia.org
Le houblon est une plante aromatique et amérisante. Cette plante est cultivée notamment en Angleterre sur des fils de fer à 8m du sol, elle pousse également à l'état sauvage dans nos campagnes, les huiles essentielles libèrent 250 à 300 des composés chimiques qui composent la bière. On récolte les fleurs femelles (ou cônes) de cette plante médicinale au mois d'août, triées, séchées, puis conditionnées. C'est dans ces fleurs femelles que se trouvent les lupulines qui contiennent des résines (responsables de l'amertume) et des huiles essentielles (responsables des arômes). On importe aussi d'éventuelles plantes aromatiques (coriandre, vanille, baies de genévrier, écorces d'orange douce/amer etc...). L'ébullition va favoriser la diffusion des arômes dans le moût et homogénéiser le brassin.
Vient ensuite le moment tant redouté par les brasseurs : il s'agit de refroidir le moût à grande vitesse. Ce refroidissement rend le moût vulnérable à toutes les infections extérieures qui pourraient nuire au brassin. Et enfin, une fois le moût refroidi et placé dans la cuve de fermentation stérile, on passe à l'étape de fermentation...